 nalimcos
commented
4 years ago
nalimcos
commented
4 years ago The simulation I wrote can be found at https://github.com/nalimcos/VibComp , along with a copy of the article and a (currently non-functional) gcode postprocessor.
I am starting work on a simple proof-of-concept gcode generator, which will print a simple geometric shape over a few layers and could also serve as a calibration tool later on (though of course an accelerometer attached to the print head for auto calibration would be less finicky...)
 italocjs
italocjs
 Much better results:
Much better results: AnHardt
AnHardt karabas2011
karabas2011 ProfessorChi
ProfessorChi thinkyhead
thinkyhead LSchwerdt
LSchwerdt


















 haarp
haarp SFRSKZ
SFRSKZ ahmetcemturan
ahmetcemturan doxxx
doxxx
 AapoTahkola
AapoTahkola InsanityAutomation
InsanityAutomation jrabkid
jrabkid
Hello!
'Ringing' (wavy surface pattern) is a common problem when attempting higher printing speeds; vibration compensation has been brought up here before, but this approach seems new, and I believe it would require little enough processing power to comfortably run even on 8-bit controllers.
Quick description
<some math here, check the article for details>
By cutting each corner with an additional segment, along which the speed vector is the average of the speed vector for the previous and next segments, and starting T/4 before reaching the initial corner, and ending T/4 after when it would have been reached (i.e. T/2 after the start of the corrective segment), we can replace the usual oscillation by two waves which cancel each other, resulting in strongly reduced artefacts.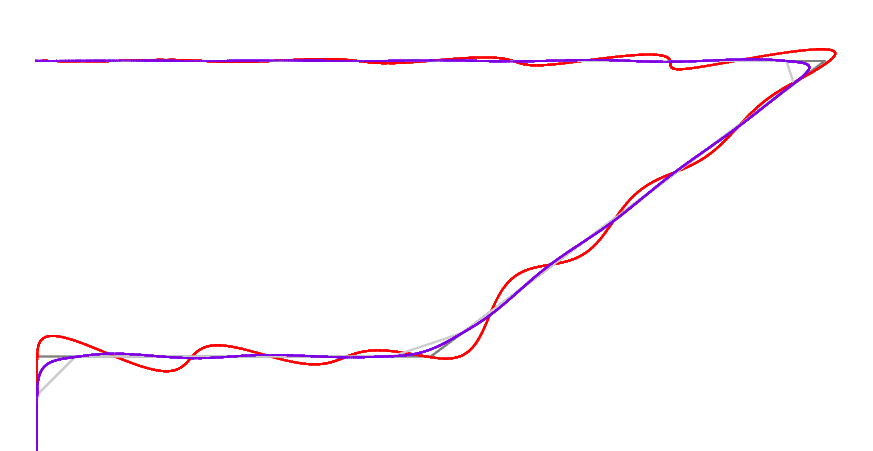 This image was output by a simple simulator I wrote to test my idea.
This image was output by a simple simulator I wrote to test my idea.
Full explanation with lots of math in attached PDF: vibcomp.pdf . Old work in progress so a bit messy though.
A simple acceleration-induced-vibration correction method as a by-product While extending this approach to compensate for linear-acceleration-induced vibrations is not as easy, acceleration can be replaced by segments of movement at varying velocities, such that each segment has the duration of half a vibration period of the uncorrected system. Incidentally, this requires much less processing power than even true linear acceleration.
I will add more information and further ideas later on, time for bed here!
Milan
EDIT: