 chamnit
commented
7 years ago
chamnit
commented
7 years ago @hareandmoon : Grbl v0.9 and later added full error checking to each g-code line sent to it. Fusion 360 has a known issue with G2 and G3 arcs. It fails the error-checking in certain instances, even though the error check is very lax and is what is used in LinuxCNC. From what I understand, Fusion 360 fails to convert their CAM output to inches mode correctly. If you run it in mm mode, it has been shown to work fine in nearly all instances. I believe this has to do with precision round-off somewhere in their code.
 tklus
tklus vMeph
vMeph hareandmoon
hareandmoon neilferreri
neilferreri
 swarfer
swarfer 109JB
109JB

 X3msnake
X3msnake


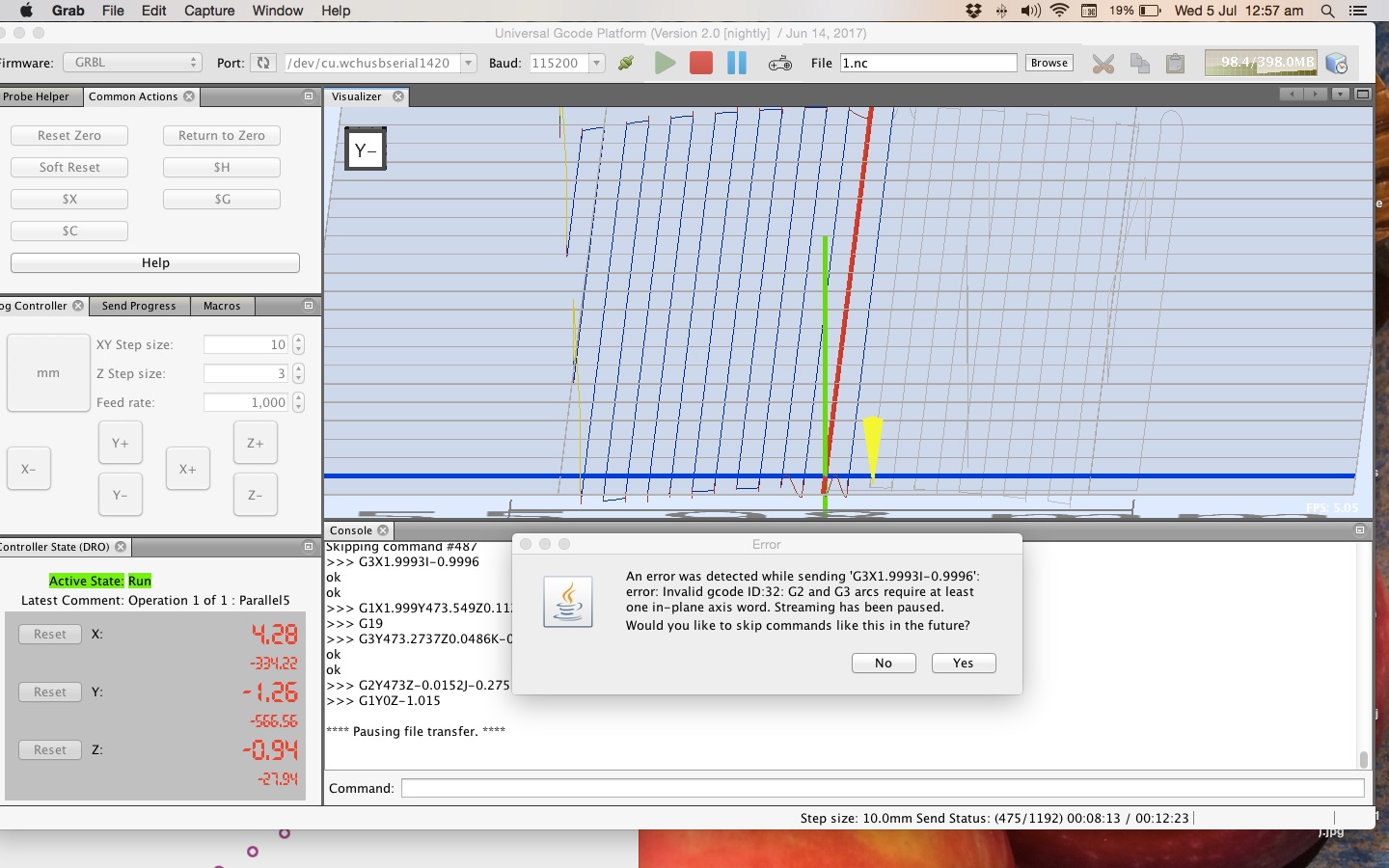
Hi being new to this game I'm well out my depth here, but ill try and explain my problem. Just finished up-grading my CNC router and all the software. Now using Arduino uno, shield, three steppers and am on GRBL 1.1. Got everything working, including limit switch noise problems sorted and homing. Happy days. BUT when trying to run a file that used to work on GRBL 8 i just kept getting errors. After a bit of digging i found that files generated on Easel had no problem but all fusion360 files were full of errors. here is a section of code from the GRBL when trying to run a simple 2D contour.
error: Invalid gcode ID:36: Unused value words found in block.
Pausing file transfer.
error: Invalid gcode ID:35: G2 and G3 arcs require at least one in-plane offset word. error: Invalid gcode ID:36: Unused value words found in block.
I hope this makes sense. Ray Palfreyman Palfray Guitars