 cyberjunkiefr
commented
5 years ago
cyberjunkiefr
commented
5 years ago Hello again, I forgot to mention that after the software crash, I can still acces the BBBW by ssh. but I can't reboot. I have to power off/on to get to a working state.
Roel Jaspers
 Wackerbarth
Wackerbarth
 goeland86
goeland86
Hello, I'm building a 4 axis Hotwire cutter, using a BBBW with replicape. I'm using UmiKaze 2.2.1 on the beaglebone: I've got evrything working except for the homing on driver E. The Hotwire cutter has 4 independant axes. XY on one side and ZE on the other side each axe has 1 endswitch,: end_stop_X1_stops =x_neg end_stop_Y1_stops =y_neg end_stop_Z1_stops =z_neg end_stop_X2_stops =e_neg end_stop_Y2_stops = end_stop_Z2_stops =
All the 4 axes move in the right direction and at the right speed and the endswitch will stop the axes when activated in negatif direction. The homing of axes XYZ works perfect, but when I launch the gcode: "G28 E0" then then software wil crash withan error message.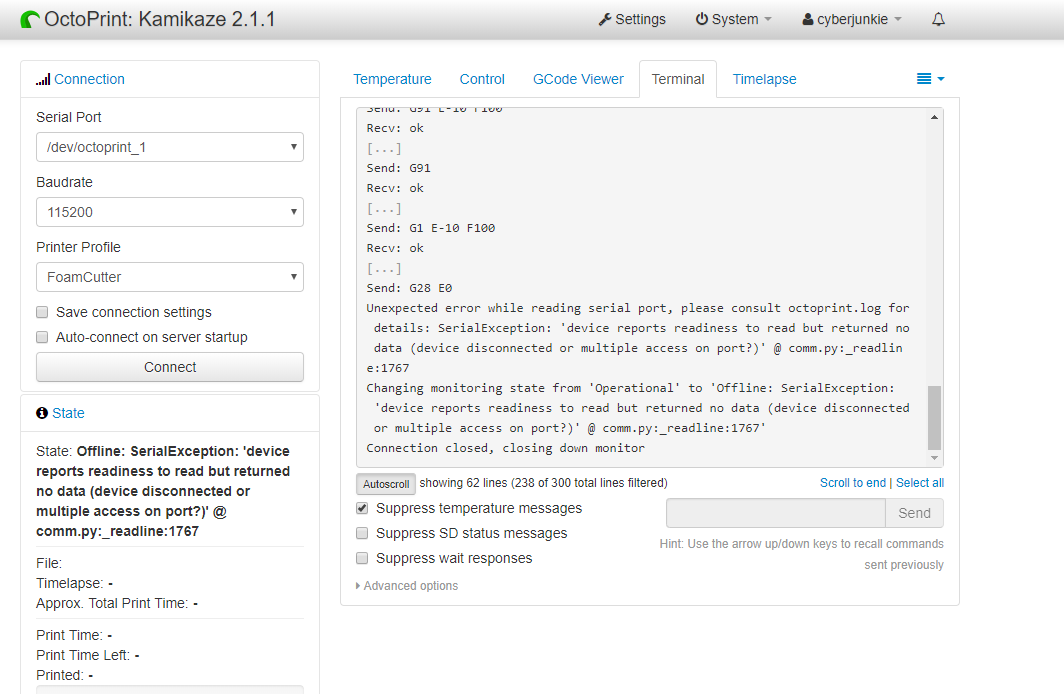
I've tried to figure out what could be wrong I even replaced the E axeis by the H axis but same result. It looks like the homing of another axe then XYZ will crash the software.
Hereby I'm also sending the octoprint.log files and my redeem configuration.
I'm hoping somebody can help here, finding this bug. Thanks in advance.
octoprint.log
FoamCutter.txt
Roeland Jaspers