 bubnikv
commented
4 years ago
bubnikv
commented
4 years ago This is due to the way PrusaSlicer (and the upstream slic3r) calculate the spiralized path. It is a simple hack, it just takes a horizontal slice, which it stretches along the Z axis. Therefore the two successive spiralized slices will show such a stepping artifact, if the two successive slices are not exactly the same.
There is a way to simulate the spiralized slice by interpolating the contour between the two successive slices, but it is a little bit involved to do right.
 suromark
suromark Kachidoki2807
Kachidoki2807

 LuisHerrero92
LuisHerrero92
 DavidBjerreBjoerklund
DavidBjerreBjoerklund vorner
vorner Grummle
Grummle kosteklvp
kosteklvp
 clivius
clivius
 5jvm0u4
5jvm0u4

 animatorgeek
animatorgeek degroof
degroof
 mjgoldberg
mjgoldberg SytanSD
SytanSD

 devoh747
devoh747


 gmoissey
gmoissey yonitjio
yonitjio gaiuscosades
gaiuscosades rosenstand
rosenstand johnnydoesdesign
johnnydoesdesign
 QuiNz0r
QuiNz0r andrewboktor
andrewboktor GuzziRaz
GuzziRaz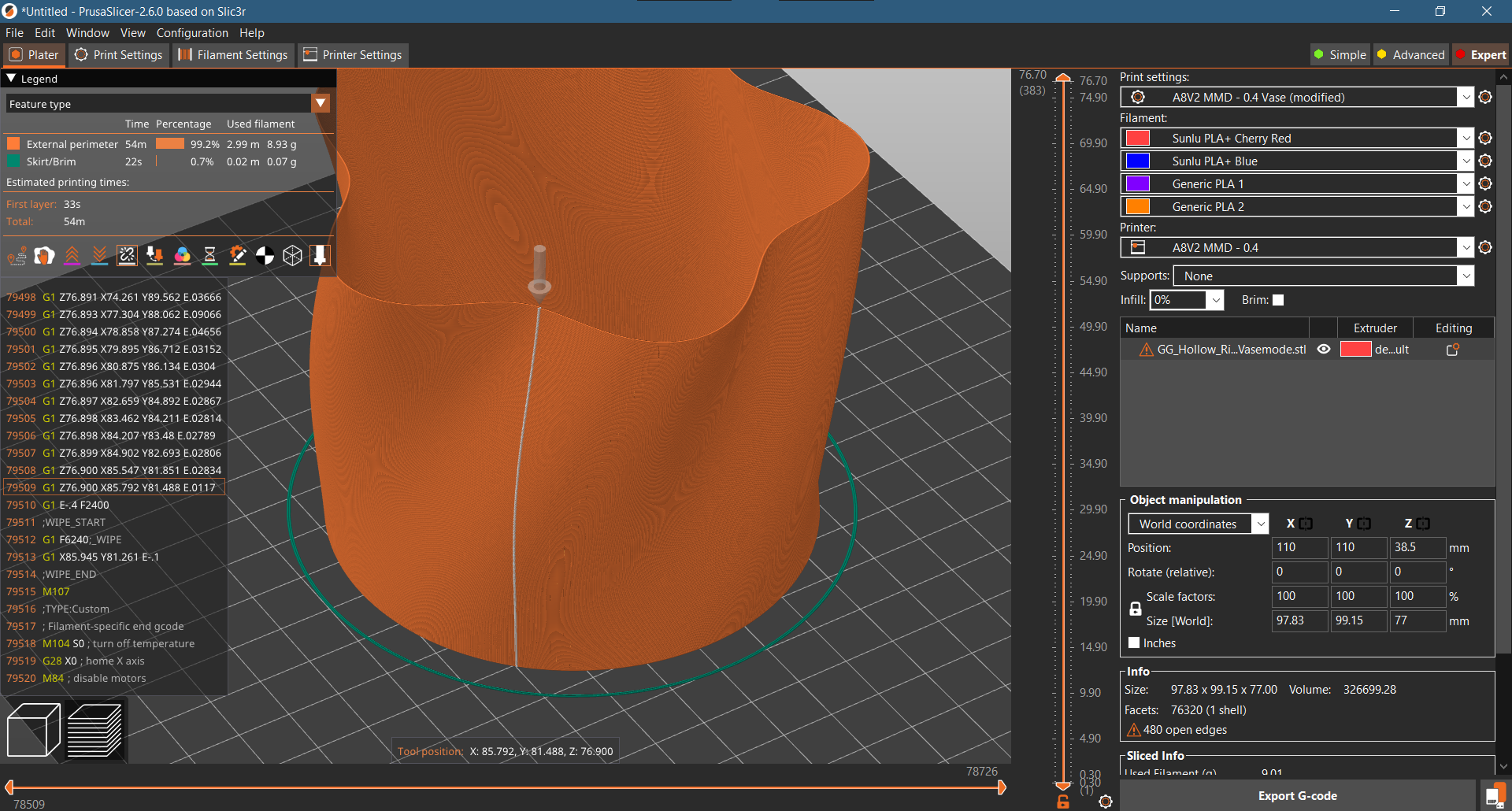{kind=link}
{kind=link}
Version
2.1.0-beta2+
Operating system type + version
MacOS 10.13.6
3D printer brand / version + firmware version (if known)
TronXY X5S, Marlin 1.1.7-dev
Behavior
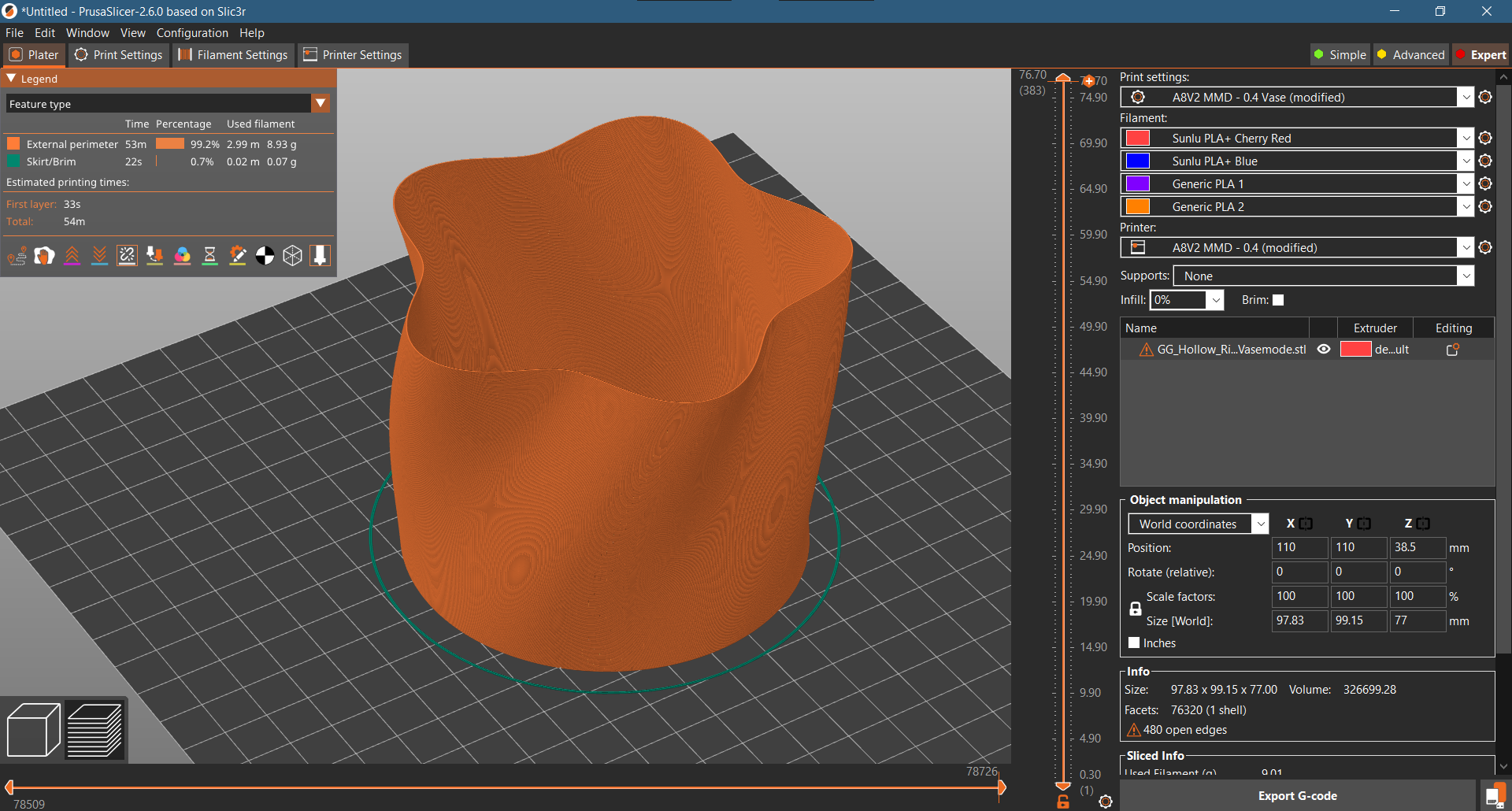
When generating gcode for vases, instead of a continuous path, there is a linear slanted seam across all layers visible in the preview that also appears in the printed object. It is independent of the shape, source or structure of the object, and shows up in the bottom right quadrant of the print area. Expected: seamless path along the perimeter Actual: slanted seam in print
Project File (.3MF) where problem occurs
Vase_Spiral_Matrjoshka.3mf.zip