 Sebastianv650
commented
6 years ago
Sebastianv650
commented
6 years ago We had that once back in time: #65 I think while it seems to work, it's more a nice to have feature than something realy important because it's only aplicable to horizontal top surfaces. As soon as it's tilted by 0.0001°, it's not useful any more. Real world things tend to have non-horizontal planes.
 m-Th
m-Th Matts-Hub
Matts-Hub fiveangle
fiveangle



 daktylus
daktylus bubnikv
bubnikv jslick007
jslick007 m0n5t3r
m0n5t3r
 jettoblack
jettoblack kelchm
kelchm supermerill
supermerill
 rongith
rongith
 KDPate
KDPate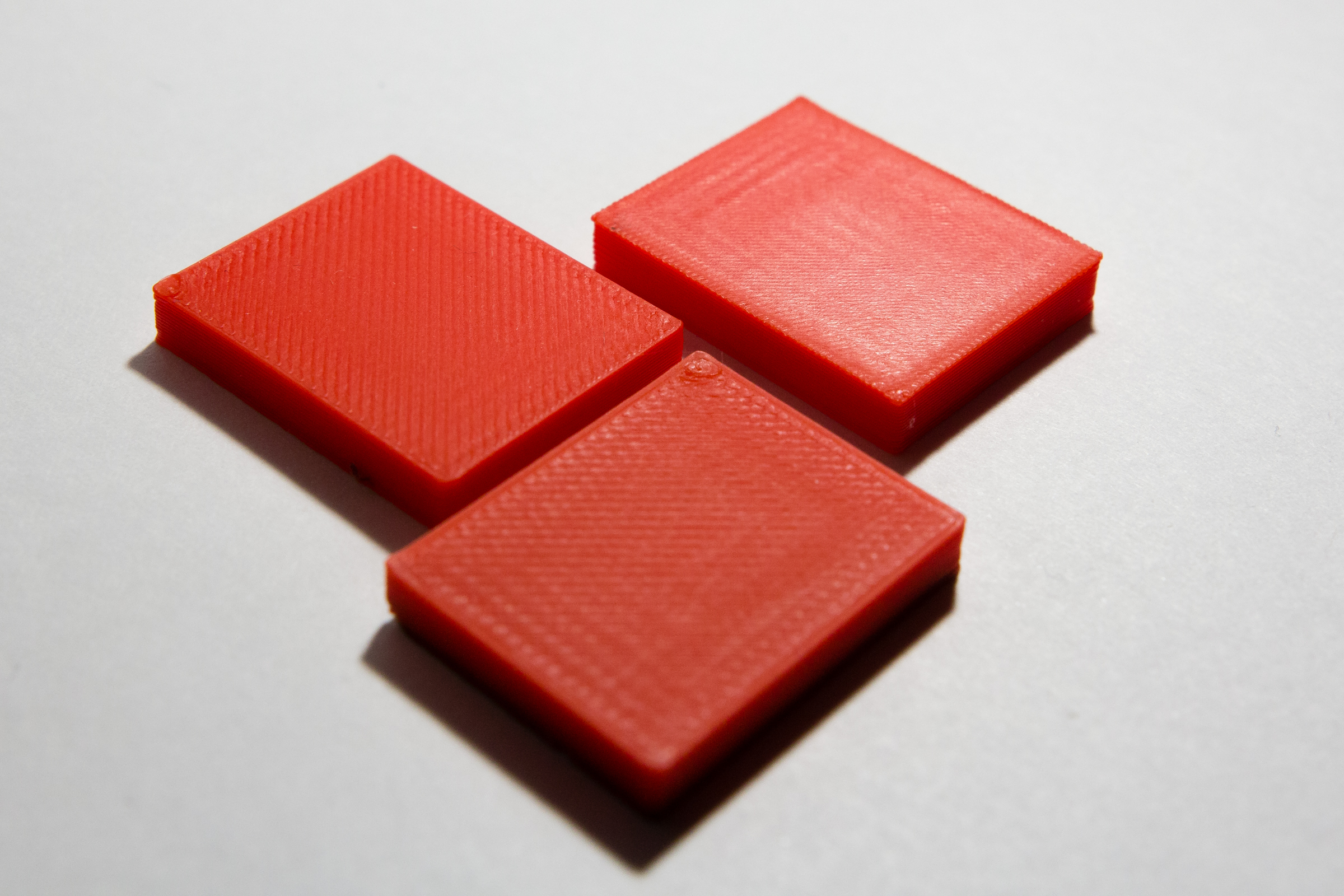
 Googliola
Googliola fdev31
fdev31 probonopd
probonopd
 Murloc992
Murloc992 KyleMaas
KyleMaas 3dprintingrookie
3dprintingrookie cyxlops
cyxlops
Version
Slic3r Prusa Edition Version: 1.36.2-prusa3d-win64 Build: Slic3r-1.36.2-prusa3d-win64-full-201707281218 Operating System: MSWin32 System Architecture: MSWin32-x64-multi-thread Windows Version: Microsoft Windows [Version 6.1.7601]
Behavior
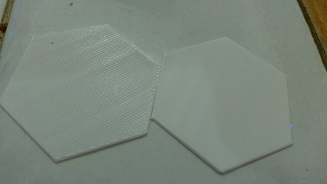
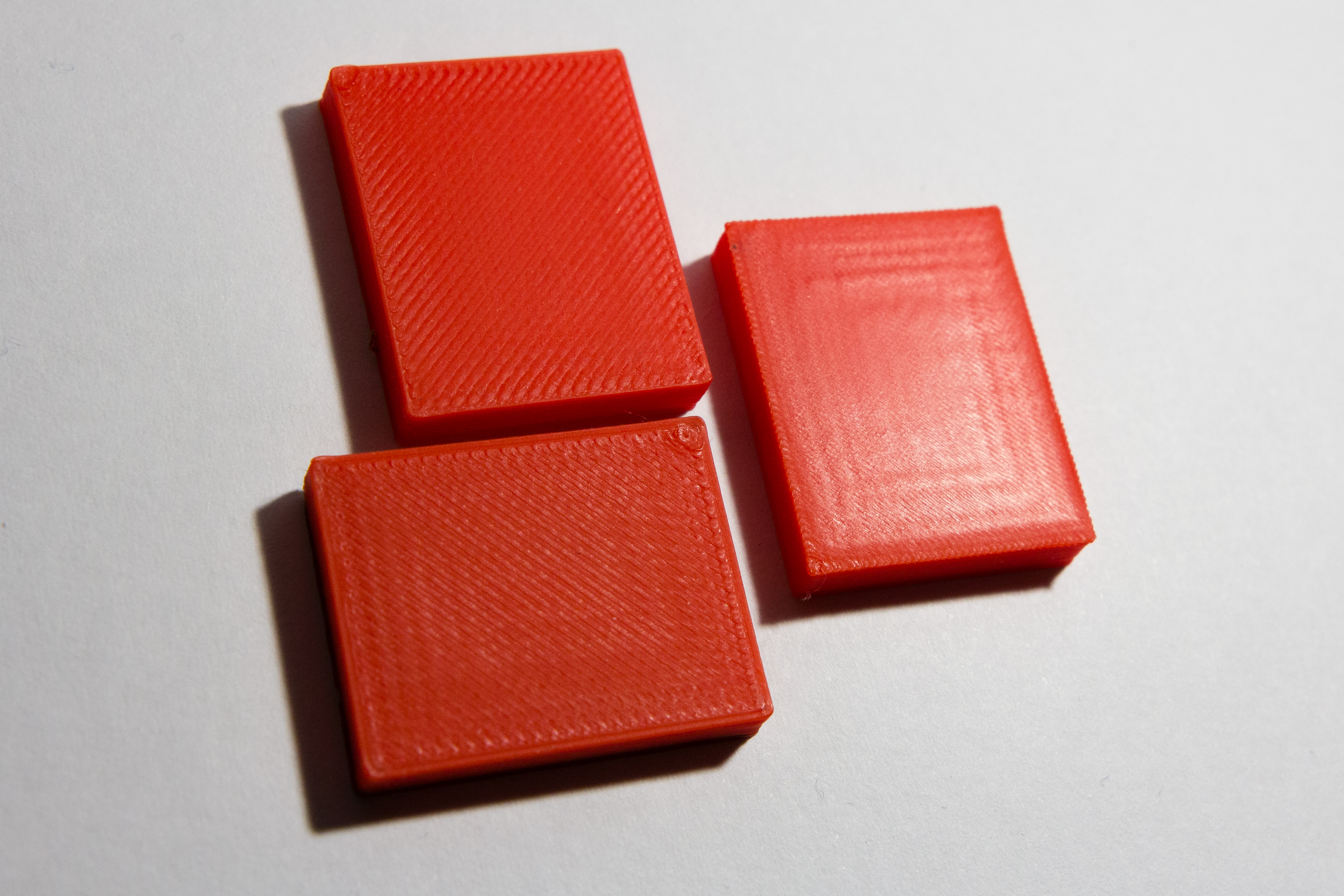
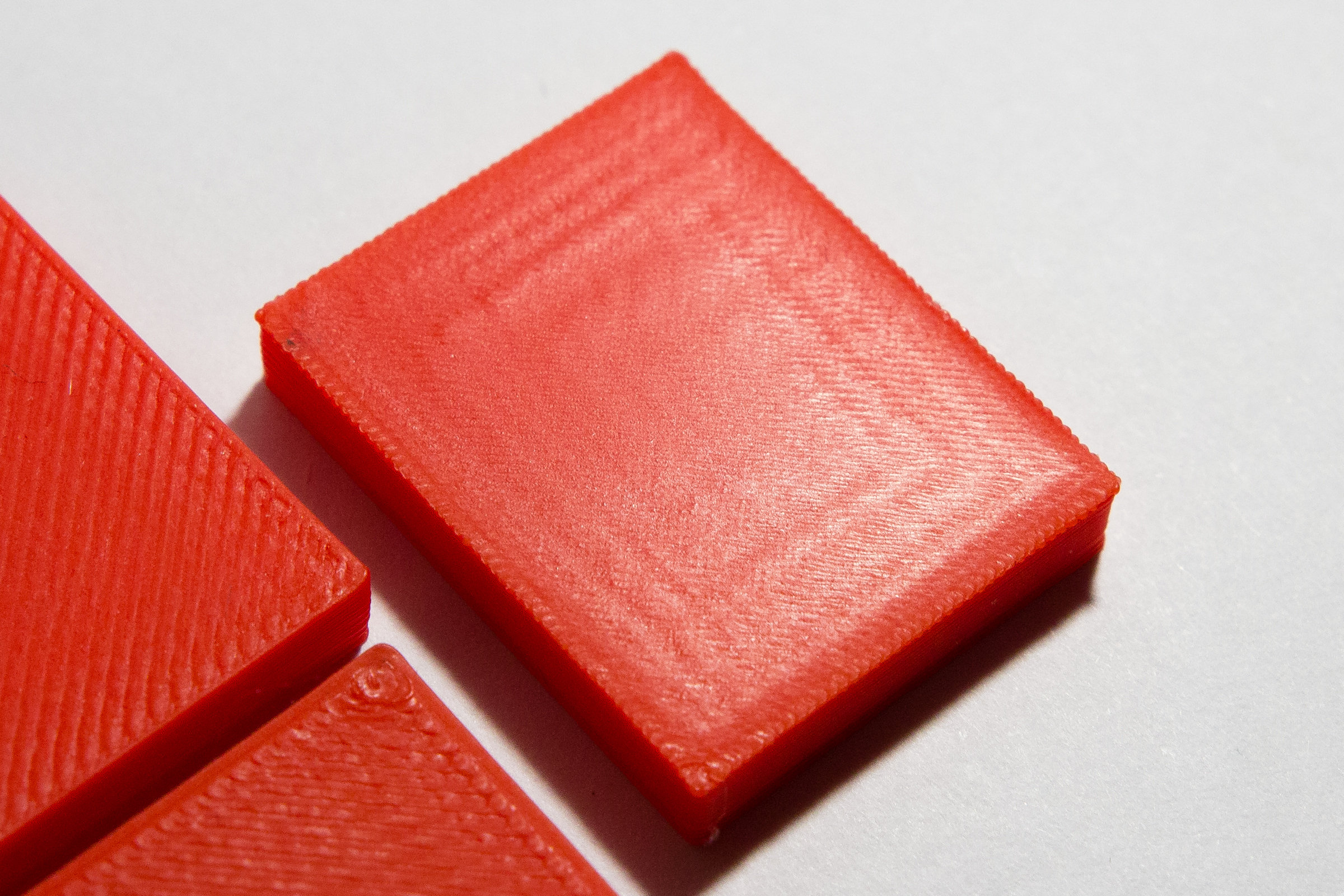
Please implement a feature which is to be found in the latest Beta of Cura 2.7. In few words, the nozzle travels the top surfaces (pre)heated but without extruding. This allows for a smoother finish.
See it here in action: https://www.reddit.com/r/3Dprinting/comments/6rkzm7/top_surfaces_using_cura_27s_ironing_feature/
The subthread which speaks about this is here (it is called there neosanding): https://www.reddit.com/r/3Dprinting/comments/6r35eq/cura_27_beta_is_here/dl28upo/
The general discussion about Cura 2.7 (from which the above subthread is took out): https://www.reddit.com/r/3Dprinting/comments/6r35eq/cura_27_beta_is_here/
Cura's 2.7 release notes: https://ultimaker.com/en/blog/50492-introducing-cura-27-beta
Is this a new feature request? yes