 mpogue2
commented
4 months ago
mpogue2
commented
4 months ago Hammond has some nice looking ones, but they are pricey (about $100 for this one, that is only 7"x5"x2")! This might be nice for the next prototype, OR I could CNC mill + use Rubio Monocoat on the walnut sides, and have the sheet metal fabricated by one of the above service bureaus.
 pkbott
pkbott
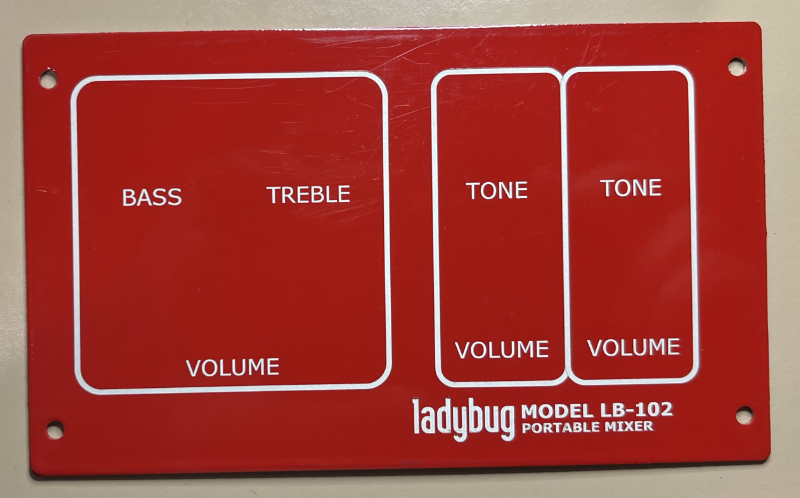
Like these, but perhaps powder coat in red, with silk screen or engraved labels, and use ebonized ash for the sides. This should be fairly cheap, if we use one of the online CNC sheet metal houses (e.g. eMachineShop, fab works, SendCutSend, OSHcut, et.al.). Engraving could be done by me via CNC mill or via laser engraver (MaxerNexus, maybe?).